

为推动环境产业高质量发展,促进环境治理技术的创新,E20环境平台开展了2023年度水务行业优秀案例征集工作。近日,深水海纳水务集团股份有限公司建设运营的辽宁省东港市工业污水处理厂项目通过层层审查,从众多优秀项目中脱颖而出,成功入选工业废水治理优秀案例。
本项目位于辽宁省东港市经济开发区,占地约85亩,总投资额约4.89亿元,将原东港市白云污水处理厂改造成为东港市工业污水处理厂,并配套新建污水收集管网及附属工程,主要处理以海产品加工及冷藏类为主、部分制药类和机械加工制造类企业的工业污水,设计处理规模3万m³/d。项目采用PPP模式,特许经营期28年(含建设期)。
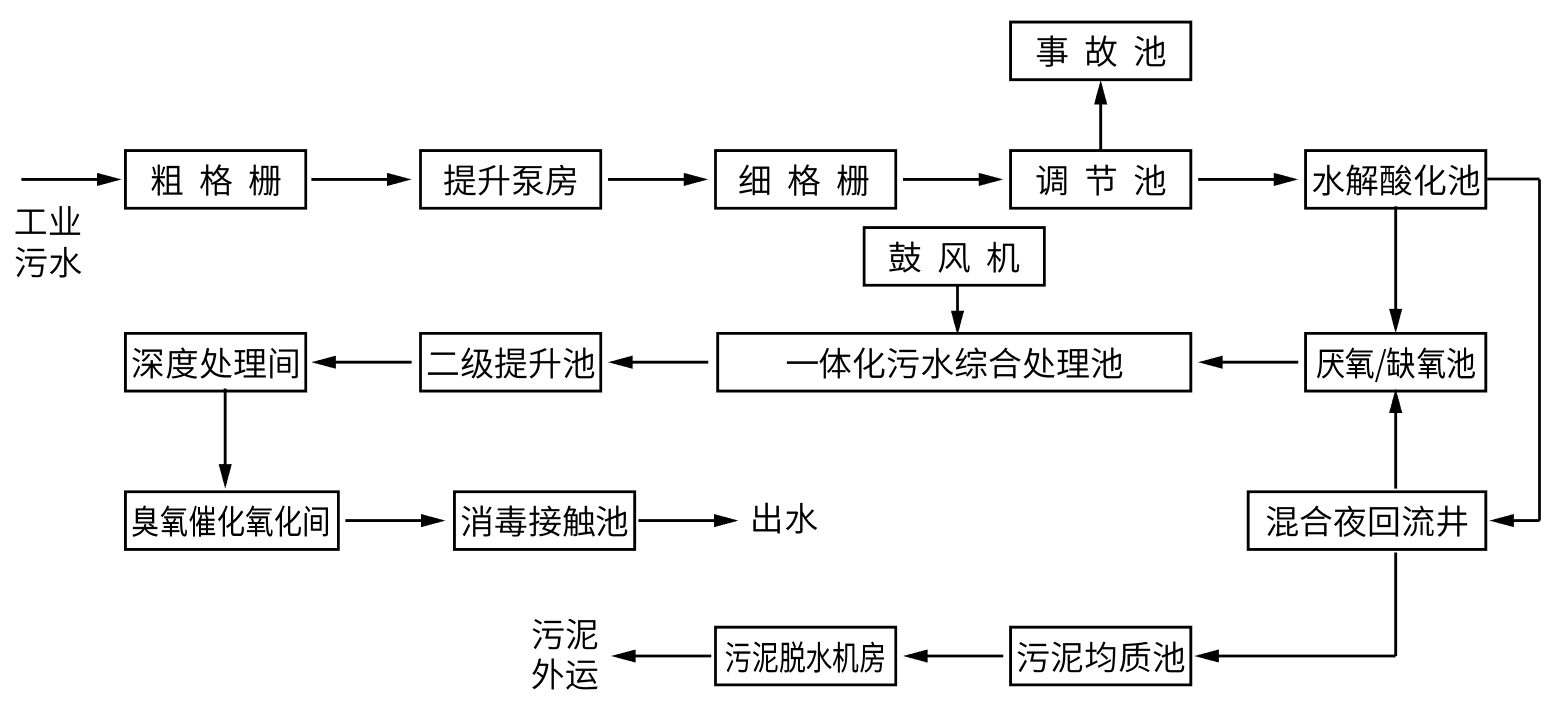
工艺流程图
污水处理工艺由原来的“预处理+百乐克工艺+深度处理”改造为“预处理+调节+水解酸化(ABR池)+AAO+深度处理+臭氧催化氧化+消毒接触池”组合工艺,出水水质执行《城镇污水处理厂污染物排放标准》(GB18918-2002)一级A标准。
(1)臭氧催化氧化工艺采用非均相催化剂,通过催化作用提高臭氧的氧化效率;配置高效臭氧溶气和二次混合设备,利用臭氧的增压溶解和减压释放,使水中有机物与臭氧充分接触、反应,可提高臭氧利用率50%以上,显著提高了高盐环境下CODcr的去除率。
(2)本项目污水中的氯离子和含盐量较高,腐蚀性强,且对生化系统微生物有一定的抑制作用。项目采用完全混合和推流相结合的水解酸化池池型,池内增加浮动填料以增加细菌的数量,既能抗冲击负荷,又能维持较高的生化反应速率,在高含盐量的工业废水处理中具有广泛的应用前景。
(3)在保留原有百乐克结构不变的情况下,针对百乐克工艺脱氮除磷效率不高的缺点,本项目增加了厌氧池、缺氧池和悬挂链曝气系统,使其满足处理工业废水的处理要求,有效降低了污水处理厂的改造成本。
(4)每家排水企业排水管并入收集管网前,独立设置在线水质监测系统,包括在线监测房和在线CODcr、氨氮、TN、总磷等在线水质监测仪器,监测数据可通过无线发送至污水处理厂中控室,实现进水水质实时监控。
(1)社会效益
本项目在原有城镇污水处理厂的基础上改建为工业污水处理厂,充分利用现有建构筑物和设备,实现了国有资产的有效利用,同时可解决园区海产品加工企业的工业废水处理难题,提高城市污水收集率和处理率,提升城市排水管网建设水平,为区域经济可持续发展做出贡献。
(2)生态效益
本项目将有效收集和处理园区的工业污水和生活污水,达产后预计每年消减COD为1836吨、BOD5为540吨,NH3-N为248.4吨,TN为378吨、TP为81吨,有效降低周边河流和黄海海域的水体污染风险,改善周边河流和黄海海域的水体水质和生态环境。

厂区全景图
 深度处理间
深度处理间

脱泥间
 风机
风机
深水海纳作为国家高新技术企业、工业污水处理领域的领先企业,在工业污水处理领域取得丰硕成果,已累计在全国建设/运营800余个环保水务项目,并打造了一批具有行业示范意义的精品项目。公司建设运营的辽宁东港工业污水处理厂和山西长治屯留煤化工工业园区污水处理厂入选E20环境平台“工业废水治理优秀案例”、山东曹县新医药产业园区污水处理厂入选E20环境平台“工业园区废水治理优秀案例”、湖南岳阳临湘工业园区污水处理厂提质改造项目入选“2020年生态环境创新工程百佳案例”。每一个标杆项目都承载了深水海纳人的技术沉淀和经验积累,展现了深水海纳在工业污水处理领域的综合实力,引领行业高质量发展。
